Dobré obrábění nezačíná u toho, jak drahý je soustruh, ale u otázky, jak pevně a opakovatelně dokáže udržet obrobek. Stroj nastaví otáčky a posuv, jenže přesnost se rodí v místě, kde se kov dotýká kovu — tedy v upnutí. Právě tam vznikají rozměrové odchylky, házivost i zmetky, které se na první pohled svádějí na opotřebený nástroj nebo špatný program. Velmi často je ale na vině podceněný díl mezi vřetenem a materiálem.
V dílnách se přitom o tomto článku vybavení rozhoduje podobně jako na stavbě: podle ceny za kus. A stejně jako na stavbě platí, že nejdražší varianta nebývá automaticky ta nejlepší — rozhoduje, jestli díl sedí k provozu, k materiálu a k typu výroby, kterou na stroji skutečně děláte.
{

}
Upnutí není doplněk, ale součást technologie
Mezi vřetenem a hotovým dílcem stojí celý řetězec prvků: sklíčidlo nebo kleština, čelisti, příruba, případně hydraulický válec a tahová trubka. Když kterýkoli z nich neodpovídá zbytku sestavy, projeví se to na výsledku. Proto se na správně zvolené příslušenství k soustruhu nelze dívat jako na nakupovaný spotřební materiál, ale jako na část technologie, která spolurozhoduje o tom, co stroj zvládne.
Dodavatelé jako příslušenství k soustruhu značky Auto-Strong proto nenabízejí jednotlivé kusy, ale celé navazující řady — od sklíčidel přes kleštinové upínání až po čelisti, příruby a tahové trubky. Smysl je jednoduchý: díly z jedné soustavy do sebe zapadají rozměrově i funkčně a odpadá improvizace při montáži.
Sklíčidlo: počet čelistí a průchozí otvor
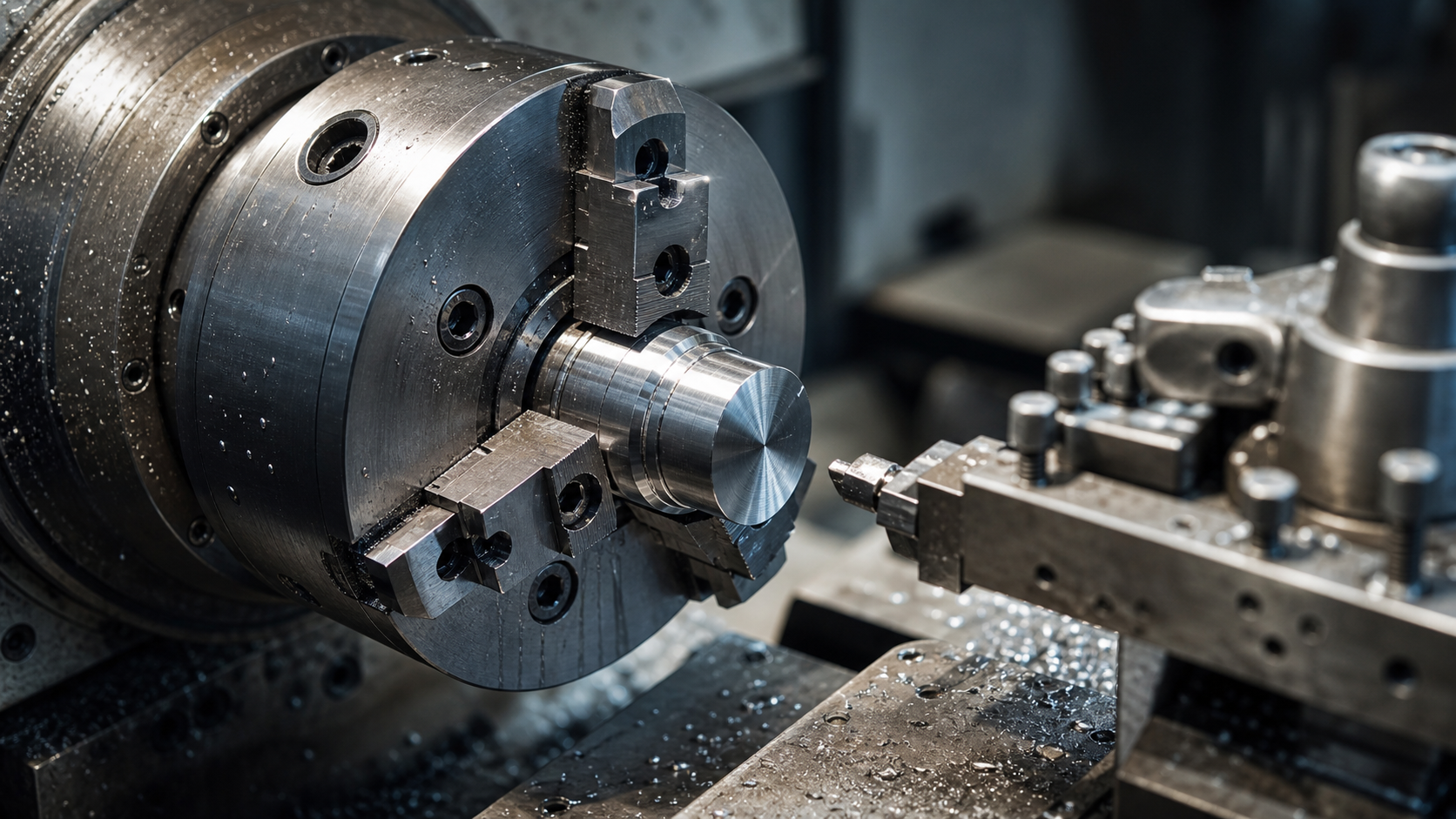
Nejviditelnějším prvkem upnutí je sklíčidlo. U běžné kusové i sériové výroby se nejčastěji sahá po tříčelisťovém, které samostředí kruhové obrobky a zvládne většinu hřídelí, přírub a rotačních dílů. Dvoučelisťová a čtyřčelisťová sklíčidla mají své místo u nesymetrických nebo speciálně tvarovaných kusů, kde tři čelisti materiál neudrží spolehlivě.
Druhé zásadní rozhodnutí je průchozí otvor. Pokud obrábíte tyčový material podávaný skrz vřeteno, potřebujete sklíčidlo s dostatečným průchodem — a to mění celou volbu. V nabídce hydraulických sklíčidel se proto rozlišují standardní provedení a verze s větším průchodem, lišící se i tím, zda jsou dodávány s přírubou, nebo bez ní. Kdo přehlédne tento detail, koupí často funkční díl, který ale na jeho konfiguraci stroje fyzicky nepasuje.
Při výběru se vyplatí dívat se nejen na průměr, ale i na to, zda lze sklíčidlo na soustruh vybavit zadním dorazem a jaký závit pro tahovou trubku vyžaduje. Tyto „papírové” parametry rozhodují o tom, jestli se obrobek opře vždy do stejné polohy a jestli vůbec půjde sestavu zkompletovat.
Kleštinové upínání pro přesnost a vyšší otáčky
Sklíčidlo není jediná cesta. U menších průměrů, tyčoviny a sériové výroby, kde jde o přesnost a rychlost, má své pevné místo kleštinové upínání. Kleština svírá materiál po celém obvodu, a proto drží s nižší házivostí a vyšší opakovatelností než tříbodový stisk čelistí. To se hodí všude, kde se na jedno upnutí vyrábí mnoho stejných kusů a kde i setina milimetru rozhoduje o tom, zda dílec projde kontrolou.
Důležitý je tu systém kleštin. Provedení pro normalizované kleštiny — například podle DIN 6343 — znamená, že nejste vázáni na jednoho výrobce a sadu kleštin můžete postupně doplňovat podle průměrů, které reálně potřebujete. Liší se i způsob upnutí samotného tělesa: buď bez příruby, nebo s upínacím kuželem typu A2 v různých velikostech. Stejně jako u sklíčidel platí, že volba kužele musí odpovídat vašemu vřetenu, ne naopak.
Čelisti, příruby a detaily, které dělají rozdíl
Na sklíčidlo navazují čelisti — a právě ty často rozhodují o stopách na obrobku. Měkké čelisti se dají obrobit přesně na tvar dílce, takže drží na větší ploše a šetří povrch tenkostěnných nebo dokončených kusů. Tvrdé čelisti naopak snesou hrubování a vyšší síly. Mezi nimi je rozdíl v přístupu k výrobě, ne v ceně za kus.
K celku patří i příruby, T-kameny a tahové trubky se správným závitem. Vypadají jako podružnost, ale jsou to právě ony spojovací prvky, které drží sestavu pohromadě a u kterých se nejčastěji improvizuje, když nesedí. Servisní návaznost a dostupnost dílů z jedné řady proto bývá v praxi cennější než ušetřená částka na jednom komponentu.
Co se vyplatí ověřit před nákupem
Než objednáte, projděte si pár věcí, které se špatně dohánějí dodatečně:
- Typ obrobků a výroby — kusovka, nebo série, tyčovina, nebo přírubové dílce. To určuje, jestli sáhnout po sklíčidle, nebo po kleštině.
- Velikost a typ vřetena — průchozí otvor, typ příruby a kužele musí odpovídat stroji, jinak díl nepasuje.
- Závit tahové trubky a zadní doraz — rozhodují o opakovatelnosti upnutí a o tom, zda půjde sestava vůbec sestavit.
- Materiál a tloušťka stěny — citlivé dílce snesou jiný stisk než masivní hřídele; podle toho se volí čelisti.
Závěr
Soustruh udává možnosti, ale o tom, jestli z nich vytěžíte přesný a opakovatelný výsledek, rozhoduje upnutí. Sklíčidlo, kleština, čelisti i příruby tvoří jeden navazující celek a vyplatí se je volit společně — podle materiálu, typu výroby a konfigurace konkrétního stroje, ne podle ceny za jednotlivý kus. Když ten řetězec sedí, ubude házivosti, zmetků i improvizace na pracovišti. A to je nakonec to, co se na obrobku a v čase nejvíc pozná.


